文章目录列表:
发那科数控车床显示请打开主轴使用功能
FANUC 数控车床编程是什么?
FANUC数控车床2023报警是怎么回事?
发那科数控车床显示请打开主轴使用功能
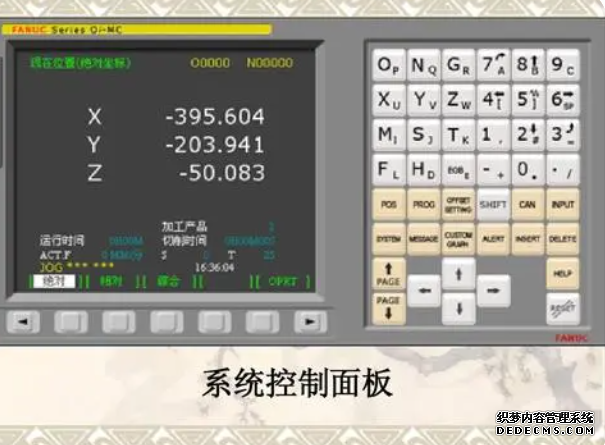
数控车床FANUC系统机床主轴功能按钮如下:(1)主轴反转按钮(CCW)在HANDLE(手轮)模式或JOG(手动)模式下,按下该。按钮,主轴将逆时针转动。(2)主轴正转按钮(CW)在HANDLE模式或JOG模式下,按下该按钮,主轴将顺时针转动。
(3)主轴停转按钮(STOP)在HANDLE模式或JOG模式下,按下该按钮,主轴将停止转动。(4)主轴点动按钮(S点动)按下主轴“点动”按钮,主轴旋转,松开该按钮,主轴则停止旋转。(5)主轴倍率修调旋钮在主轴旋转过程中,可以通过主轴倍率修调按钮对主轴转速实现调速。
每按一下主轴倍率修调按钮“+”使主轴转速增加10%,同样每按一下主轴倍率修调按钮“一”使主轴转速减小10%。在加工程序执行过程中,也可对程序中指定的转速进行调节
FANUC 数控车床编程是什么?
G71U_R_;(注解:U:X单边的背吃刀量;R:退刀量)
G71P_Q_U_W_F_;(注解:P:循环程序段的开始;Q:循环程序段的结束;U:X方向的预留精车量;W:Z方向的预留精车量;F:粗车时的走刀量)
程序:
O0001;
G99G97G21;
N1;
T0101;
M03S600;
M08;
G00X36.;
Z2.0;
G71U1.5R0.5;
G71P10Q20U0.5W0F0.2;
N10G00X0;
G01Z0F0.08;
G03X10.Z-5.R5.F0.05;
G02X26.Z-13.R10.;
G01X34.Z-23.F0.08;
Z-33.;
N20G00X36.;
Z100.;
M05;
M09;
M00;
N2;
T0202;
M08;
G00X36.;
Z2.0;
G70P10Q20;
G00X100.;
Z100.;
M05;
M09;
M30;
你这个图应该是漏标锥度了,如果是有标锥度的话那么这个程序就不对了,如果图本身就没标锥度,欧亿平台怎么样?那么这个程序就对了。对了,G71是外圆粗车循环,精车要用G70,也就是说G71跟G70必须配合着用的
FANUC数控车床2023报警是怎么回事?
2023号报警是机床厂家做的报警,显示在MESSAGE---信息里。
如果是30,31,32i,0i-D系统,通过SYSTEM---PMCCNF(配置)---信息,即可查到2023号报警所对应的报警输出地址,A开头的,然后在梯形图里找A地址为何会输出,就是报警原因。
如果是16,18,21i,0i-C,power mate d,power mate id系统,在系统里是看不到报警对应的A地址的,要将梯形图拷到电脑里,通过FANUC LADDER3的软件打开,里面有一个MESSAGE,对应的就有报警对应的A地址。
FANUC(中文译名法兰克、发那科)公司是当今世界上数控系统科研、设计、制造、销售实力最强大的日本企业。1956年创建,1959年首先推出了电液步进电机,在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。拥有员工4549人。
以上就是小编对于发那科数控车床(发那科数控车床面板介绍)问题和相关问题的解答了,发那科数控车床(发那科数控车床面板介绍)的问题希望对你有用!